磷青铜整体轴套的生产工艺
离心浇铸、冷挤压和切削加工相结合。用这种工艺生产磷青铜轴套,可以收到质量好、材料利用率高、节省工时、降低成本的效果。
磷青铜轴套需要注意工艺问题
1、毛坯的孔径应小于凸模(芯轴)直径0.1~0.Zmln,这样,可以在挤压开始前先用芯轴将毛坯内孔挤压光整,提高内孔光洁度,同时使毛坯内孔附近处的三向应力程度增加,使塑性提高,防止内孔在挤压过程中出现裂纹.
2、毛场旦火工艺:毛坯在箱式炉内加热到650℃~7000c,保温4小时,然后随炉冷却。其硬度为.BH80。热处理要求毛困且火后各处的硬度均匀。
3、润滑剂可用植物类油,如蓖麻油、工业豆油等。也可以用硬脂酸锌粉等作为润滑剂。润滑剂的徐刷应均匀、适量。
4、挤压加工的轴套可能出现0.05~的壁厚偏差,会影响内外圆的同轴度和外回的母线垂直度,必要时可考虑增加一道夕彬臣切削精加工工序
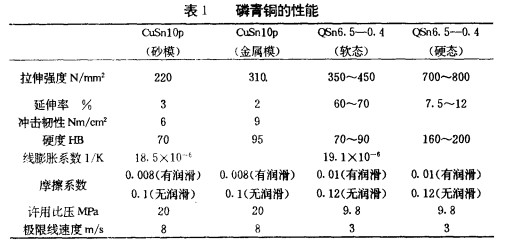
磷青铜性能表


阿里商铺二维码
")






